

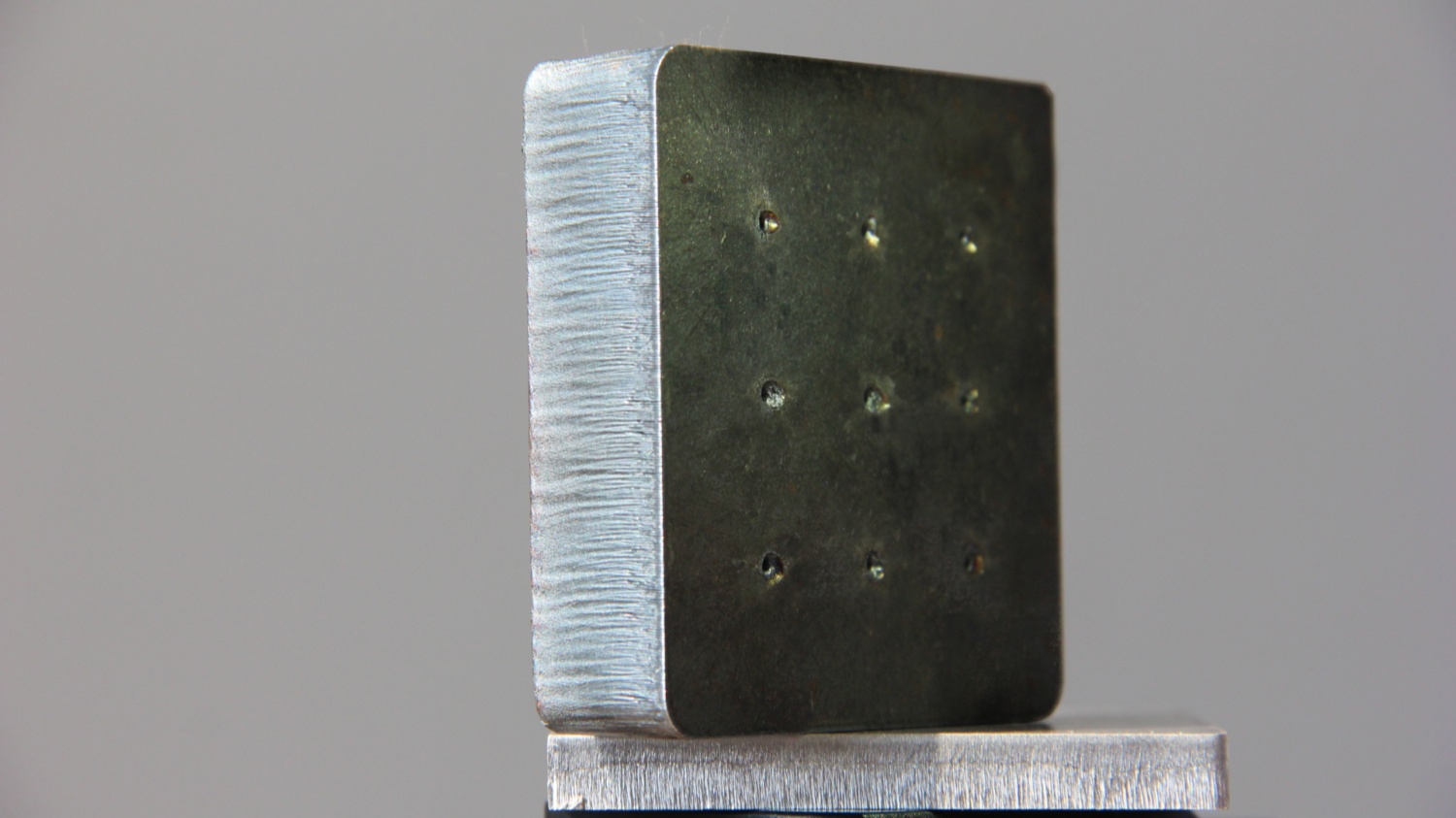
Le procédé de découpe d'angles vifs et de petits trous représente une avancée majeure dans la découpe plane de précision. Il est spécialement conçu pour l'usinage de pièces de tôlerie complexes et de pièces haut de gamme. Afin de résoudre les problèmes de surchauffe des angles vifs, de déformation des petits trous et d'accumulation importante de scories rencontrés lors des découpes traditionnelles, nous contrôlons avec précision l'énergie laser grâce à une régulation de la réponse en puissance à la microseconde et à une optimisation de la trajectoire, éliminant ainsi efficacement l'accumulation de chaleur dans les angles. Ce procédé permet la découpe à angle droit avec un rayon intérieur de 0,3 mm et le perçage de micro-trous avec un rapport d'aspect de 15:1 (par exemple φ0,5 mm × 7,5 mm). Après découpe, les angles vifs sont exempts de bavures et les petits trous sont ronds et réguliers avec une précision dimensionnelle de ±0,02 mm, sans rectification secondaire. Ceci améliore considérablement la qualité d'usinage et le taux de conformité des pièces de précision, et convient parfaitement aux applications exigeantes telles que l'électroménager haut de gamme et les machines de précision.

Le procédé de découpe à la volée est essentiel pour améliorer l'efficacité du traitement par lots et redéfinir les normes de haute performance en matière de découpe à plat. Contrairement aux procédés traditionnels qui nécessitent une pause de 1 à 3 secondes à chaque changement de direction, ce procédé permet un traitement continu grâce au mouvement coordonné du système de convoyage dynamique des matériaux et de la tête de découpe. Associé à une technologie d'optimisation intelligente de l'agencement, il accroît la vitesse de découpe de plus de 40 % par rapport aux procédés traditionnels et porte le taux d'utilisation des matériaux à 95 %, réduisant ainsi considérablement le gaspillage et les temps d'arrêt. Il est particulièrement adapté aux applications de production par lots, comme dans les usines de tôlerie et de fabrication de pièces de machines de chantier, permettant aux clients de raccourcir leurs cycles de production et d'améliorer leur capacité de production.

Le procédé de polissage par usinage de surface est axé sur les exigences de traitement des pièces haut de gamme, intégrant la découpe et le polissage. Selon le matériau traité, il se décline en deux techniques : le polissage de surface de l’acier au carbone avec de l’oxygène comme gaz auxiliaire et celui de l’acier inoxydable avec de l’azote comme gaz auxiliaire. Cette technique répond précisément aux exigences de traitement des différents matériaux et offre un équilibre optimal entre qualité d’aspect et productivité.

Oxygen-assisted carbon steel bright surface cutting is customized for the processing of high-end carbon steel appearance parts, balancing cutting efficiency and surface texture. This process uses high-purity oxygen (≥99.9%) as the auxiliary gas. During laser cutting, oxygen not only plays a combustion-supporting role to accelerate the melting of carbon steel and improve cutting speed, but also inhibits the oxidation of the cutting section by precisely controlling the oxygen flow and laser energy, finally obtaining a silver-gray bright surface section without slag and burrs, with a surface roughness as low as Ra1.6μm. The cut carbon steel parts do not need additional grinding and polishing, and can be directly used for subsequent surface treatments such as spraying and electrophoresis, which is suitable for scenarios such as carbon steel decorative panels and high-end carbon steel structural parts. While ensuring the appearance quality, it greatly improves processing efficiency and reduces the cost of subsequent processes.
Nitrogen-assisted stainless steel bright surface cutting is designed for the characteristics of stainless steel, completely solving the industry pain point of oxidation discoloration in stainless steel cutting. L'acier inoxydable est sensible à l'oxydation, et les procédés de découpe traditionnels peuvent engendrer des problèmes tels que le noircissement et le jaunissement de la pièce. Ce procédé utilise de l'azote de haute pureté (≥ 99,99 %) comme gaz auxiliaire, isolant efficacement l'air de la zone de découpe et évitant ainsi les réactions d'oxydation. Associé à un laser de forte puissance et à un faisceau lumineux de haute qualité, il permet une fusion précise de l'acier inoxydable et l'élimination des scories par soufflage d'azote sous haute pression. On obtient ainsi une pièce découpée exempte d'oxydation, d'un blanc argenté éclatant, à la surface fine et lisse et au brillant uniforme, directement utilisable pour des traitements de surface haut de gamme tels que l'anodisation, la galvanoplastie et le tréfilage. Ce procédé est idéal pour les applications exigeant une finition esthétique irréprochable, comme les panneaux d'ascenseur en acier inoxydable, les pièces décoratives haut de gamme et les accessoires de précision en acier inoxydable. Il met parfaitement en valeur la texture luxueuse de l'acier inoxydable, tout en réduisant les étapes de transformation secondaires et en améliorant la productivité.

Le chanfreinage est un procédé essentiel pour le soudage en découpe plane. Spécialement conçu pour l'usinage de diverses pièces structurelles nécessitant un soudage, il résout efficacement les problèmes de faible rendement, d'angles irréguliers et de nécessité de rectification secondaire rencontrés avec les procédés de chanfreinage traditionnels. Ce procédé permet de réaliser avec précision des chanfreins à angle arbitraire de 0 à 45°, prenant en charge différentes formes de chanfrein (V, U, X, etc.), et convient à l'usinage de nombreux matériaux tels que l'acier au carbone, l'acier inoxydable et l'alliage d'aluminium. Grâce à un contrôle précis de l'énergie laser et à une optimisation intelligente de la trajectoire de coupe, l'erreur d'angle de chanfrein est garantie ≤ ±0,5°. La surface du chanfrein est lisse, sans bavures ni déformations, permettant un soudage direct sans usinage secondaire. Ce procédé améliore considérablement l'efficacité et la qualité du soudage, et évite les défauts liés à une précision de chanfrein insuffisante. Il est particulièrement adapté aux applications nécessitant un soudage intensif, telles que les structures métalliques, les engins de chantier et les composants en tôle.
Le découpage à l'air comprimé est un procédé pratique qui allie efficacité et coût, largement utilisé dans le traitement conventionnel de l'acier au carbone. L'utilisation de l'air comme gaz auxiliaire permet de s'affranchir des coûts supplémentaires liés aux gaz inertes, réduisant ainsi considérablement les dépenses en consommables. Parallèlement, grâce à la technologie laser haute puissance, il assure un découpage efficace des tôles d'épaisseur moyenne et fine, avec une vitesse de coupe élevée et une grande adaptabilité. Ce procédé répond aux besoins de production en série de pièces structurelles courantes et de pièces de tôlerie conventionnelles, offrant un équilibre parfait entre productivité et maîtrise des coûts. Il s'impose ainsi comme le procédé de choix pour les petites et moyennes séries.

Le procédé de découpe à l'air ultra-propre est une version améliorée et optimisée de la découpe à l'air comprimé, offrant des gains considérables en termes d'efficacité et de qualité. Conçu pour pallier les problèmes de bavures et de rectification secondaire inhérents à la découpe à l'air comprimé traditionnelle, ce procédé élimine les résidus en bas de la pièce grâce à l'optimisation du rapport de gaz auxiliaire et des paramètres de coupe. Il permet ainsi une découpe sans bavures, avec une section de coupe fine et verticale, sans traitement secondaire. Comparé à la découpe à l'azote, le coût est réduit d'environ 70 % et la vitesse de coupe augmentée de 50 à 60 %. Particulièrement adapté à l'usinage des aciers au carbone et des alliages d'aluminium d'épaisseur moyenne à faible, ce procédé conserve l'avantage économique de la découpe à l'air comprimé tout en offrant une qualité proche de celle de la découpe à surface polie, améliorant ainsi considérablement le rapport coût-efficacité et la productivité.
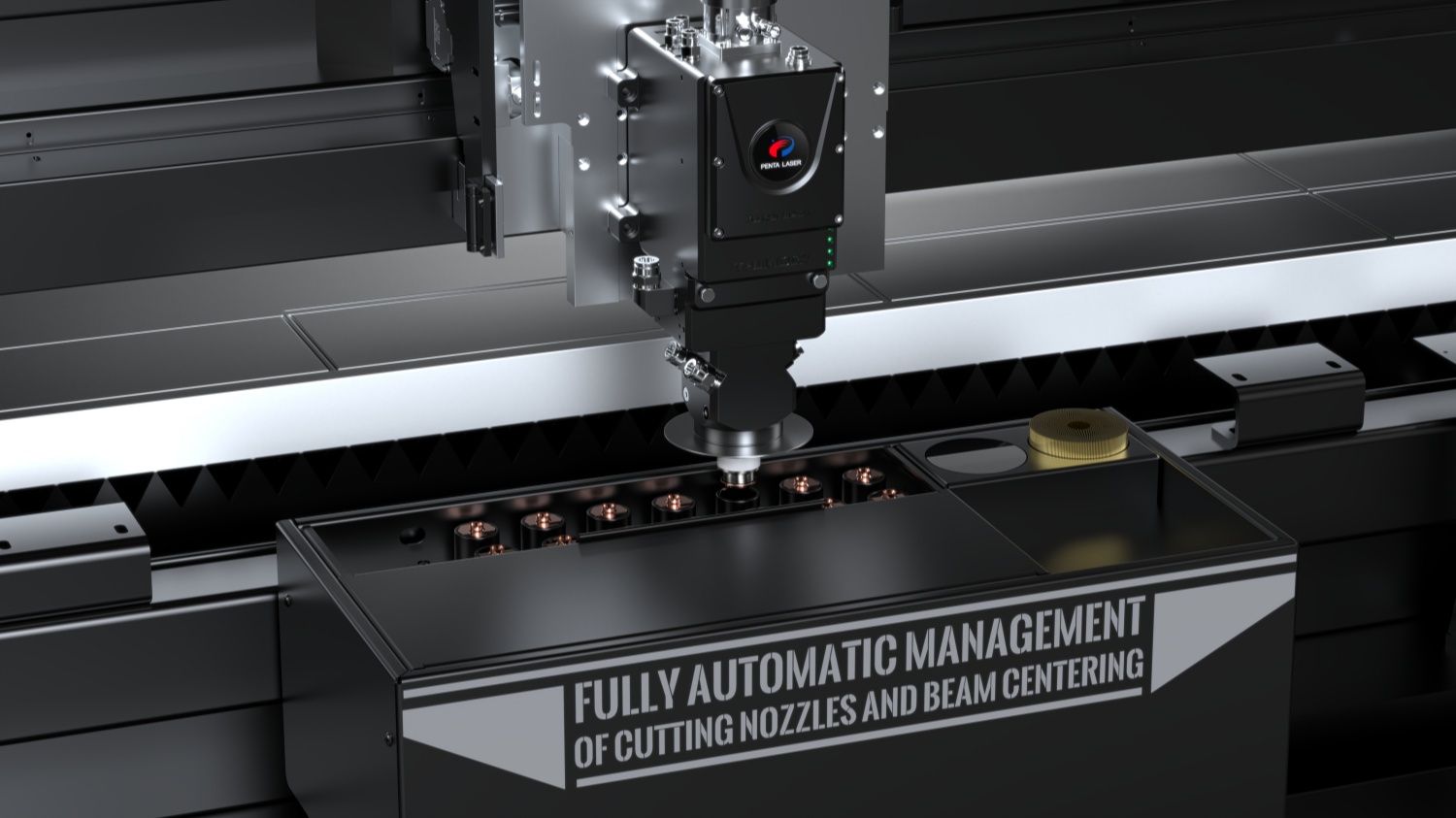
Automatic nozzle changing process is a key process to improve the intelligence level of equipment and reduce manual intervention. Relying on the intelligent nozzle changing system, it can automatically complete the rapid replacement of nozzles according to the needs of different plate thicknesses and cutting processes, with a replacement time of only about 15 seconds, without manual disassembly and debugging, effectively shortening the equipment preparation time and reducing non-productive losses. At the same time, the system can automatically detect the nozzle status, avoid cutting quality problems caused by nozzle wear and model mismatch, reduce manual operation errors, adapt to batch processing scenarios with multiple varieties and specifications, and improve production continuity and stability.
Automatic light center alignment process is the core basic process to ensure cutting accuracy and stable output of laser energy. The accuracy of laser cutting directly depends on the precise alignment between the light center and the cutting head. Traditional manual light center alignment is not only time-consuming and laborious, but also prone to deviations, affecting cutting quality. Notre processus d'alignement automatique du centre lumineux détecte la position du centre du faisceau laser grâce à un système de détection intelligent et une technologie de positionnement de précision. Il calibre en temps réel l'écart afin de garantir un alignement parfait entre le centre lumineux et la tête de découpe, sans intervention manuelle. Ce processus améliore non seulement l'efficacité du réglage des équipements, mais assure également la stabilité de la précision lors de découpes continues et prolongées. Il offre ainsi une garantie fiable pour diverses applications de découpe de haute précision et évite l'augmentation du taux de rebut due à un écart du centre lumineux.
Les huit processus clés interagissent tout au long de la découpe à plat. De l'usinage de précision à la production de masse à haut rendement, du contrôle des coûts à l'amélioration de la qualité, ils répondent pleinement aux besoins de traitement des différentes industries. Axée sur l'innovation des procédés, PENTA LASER intègre des technologies de pointe à chaque étape de la production, permettant ainsi aux machines de découpe à plat d'offrir une précision, une efficacité, une stabilité et un rapport coût-efficacité optimaux. PENTA LASER aide ses clients à surmonter les difficultés liées aux procédés traditionnels, à moderniser leur production grâce à la technologie et à consolider leur compétitivité.
